Можно ли резать алюминиевый профиль лазером: отличия от листовой резки, ограничения и альтернативы

Коротко — да, можно, но с оговорками. Лазер режет алюминиевый профиль в тех случаях, когда речь идёт о плоских операциях: поперечный рез, вырезание отверстий во фланцах, обработка торцов. Однако сложная трёхмерная обработка замкнутых и открытых профилей — уголков, труб, швеллеров — требует специализированного трубно-профильного станка, которого нет на каждом предприятии. Без него стандартный плоский лазерный комплекс физически не удержит и не правильно позиционирует заготовку. Это ключевое различие, о котором многие узнают уже после размещения заказа.
Большинство запросов на обработку профиля приходит от людей, хорошо знакомых с тем, как работает лазерная резка алюминиевых листов. Логика понятна: раз лист режется — профиль тоже должен. Технология та же, металл тот же. Но геометрия детали меняет всё. Именно поэтому важно разобраться в отличиях до того, как чертёж уйдёт в производство.
Чем профиль отличается от листа с точки зрения резки
Листовой металл — это плоскость. Станок работает в двух координатах: X и Y. Лазерная головка движется над неподвижным листом, режет по программе, и всё идёт предсказуемо. Профиль — это уже объёмная деталь. Уголок, труба, швеллер, тавр — каждый из них требует третьей координаты. Заготовку нужно поворачивать, фиксировать под разными углами, а лазерная головка должна обходить стенки без столкновений.
Для этого существуют трубно-профильные лазерные комплексы — станки с поворотным патроном и системой автоподачи. Они зажимают профиль как токарный станок и подают его вдоль оси, пока лазер вырезает нужные контуры. Ведущие производители таких систем — TRUMPF, BLM Group, LVD — выпускают машины, способные обрабатывать профиль длиной до 12 метров и поперечным сечением до 300–400 мм. Стоимость подобного оборудования начинается от 15–20 миллионов рублей, поэтому такие станки есть далеко не у каждого исполнителя.
Вывод прост: если у исполнителя есть только плоский лазер — профиль он либо откажется резать, либо предложит нарезать его в размер на ленточной пиле, а уже плоские операции (отверстия, пазы в стенках) выполнить лазером. Это реальная практика, и она вполне рабочая — если знать об этой схеме заранее.
Когда лазер справляется с профилем без проблем
Не стоит думать, что профиль и лазер — вещи несовместимые. В ряде случаев плоский лазерный комплекс отлично справляется:
- Поперечный рез под прямым углом. Если нужно просто нарезать алюминиевую трубу или уголок в размер — это делается и ленточной пилой, и лазером. Лазер здесь даст чище торец без заусенцев.
- Рез под углом (митровый). Трубно-профильный лазер выполняет торцовые срезы под 30°, 45°, 60° с точностью ±0,1 мм — незаменимо для сварных конструкций и рамных изделий.
- Отверстия и пазы в плоских стенках открытого профиля. Уголок или швеллер можно уложить на стол плоского лазера, если размеры позволяют. Главное — правильно зафиксировать.
- Прорезание замкнутого профиля с одной стороны. Труба малого сечения (до 40–50 мм) иногда обрабатывается на плоском станке при ручном позиционировании — но это штучная работа, не серия.
Ограничения: что важно знать до размещения заказа
Алюминий как материал добавляет к стандартным сложностям профильной резки ещё несколько специфических. Металл обладает высокой теплопроводностью — по данным справочника «Металловедение и термическая обработка» (Лахтин, Леонтьева), коэффициент теплопроводности алюминия составляет около 210–230 Вт/(м·К), что примерно в 5 раз выше, чем у стали. Это означает, что тепло быстро уходит в тело профиля, охлаждая зону реза. В результате лазеру требуется больше мощности, а при тонких стенках возможны деформации.
Кроме теплопроводности, алюминий отражает лазерное излучение. Волоконные лазеры длиной волны 1,06–1,08 мкм справляются с этим лучше, чем старые CO₂-установки: коэффициент поглощения алюминием волоконного излучения выше. Именно поэтому современные производства режут алюминий исключительно на волоконных комплексах.
| Тип операции | Плоский лазер | Трубно-профильный лазер | Альтернатива |
|---|---|---|---|
| Поперечный рез трубы/уголка | Ограниченно (ручная укладка) | Да, точно и быстро | Ленточная пила, дисковая пила |
| Торцовый срез под углом | Нет | Да (до ±60°) | Фрезерование |
| Отверстия в стенке трубы | Нет (без поворотного патрона) | Да | Сверление, вырубка |
| Пазы в стенках открытого профиля | Да (если профиль плоский) | Да | Фрезерование |
| Сложные 3D-контуры на профиле | Нет | Да | 5-осевое фрезерование |
| Декоративная резка плоских стенок | Да (уложить на стол) | Да | — |
Альтернативы лазеру при обработке профиля
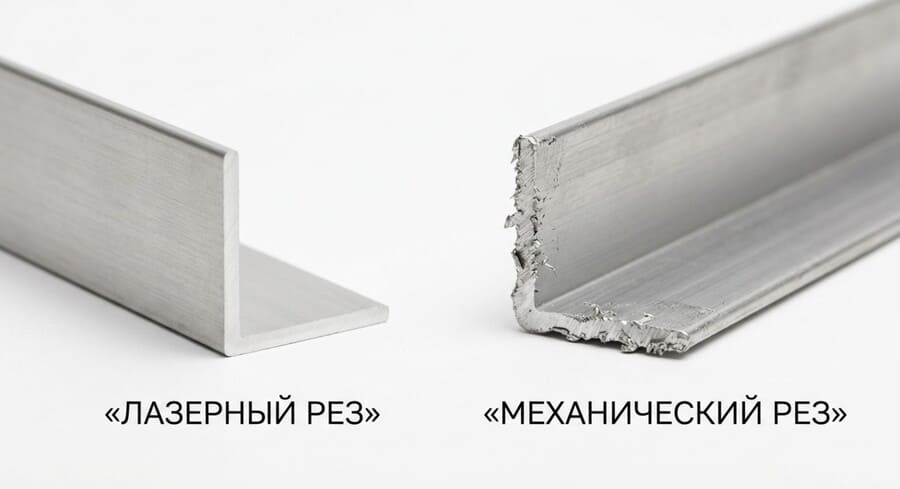
Фото: diwis.ru
Если трубно-профильного лазера у исполнителя нет, а задача нестандартная — существуют проверенные альтернативы. Каждая со своей логикой применения.
- Ленточная пила. Самый доступный способ поперечного реза. Чистота торца уступает лазеру — нужна последующая зачистка, но для конструкционных задач этого достаточно. Стоимость реза в разы ниже.
- Дисковая пила с твердосплавным зубом. Более чистый рез, чем ленточная пила, особенно на мягких алюминиевых сплавах серии 1ХХХ и 6ХХХ. Применяется в оконном и фасадном производстве.
- Фрезерование (ЧПУ). Когда нужны пазы, карманы, сложные торцы — фрезерный центр с ЧПУ делает то, что лазер не осилит физически. Медленнее и дороже, но без ограничений по геометрии.
- Гидроабразивная резка. Режет всё — профиль, трубу, составные заготовки — без теплового воздействия. Особенно ценна для деталей с высокими требованиями к сохранению свойств металла. Точность — до ±0,1 мм.
Как правильно сформулировать задачу при заказе
Чтобы не потерять время на переписку и не получить отказ после отправки чертежа, при запросе в производство стоит сразу указать несколько вещей. Марку сплава — не просто «алюминий», а конкретно: АД31, АМг2, Д16Т. Тип профиля: труба квадратная, уголок равнополочный, швеллер. Толщину стенки и внешний габарит сечения. И главное — описать операцию: что именно нужно сделать с профилем. Это позволяет производству сразу оценить, нужен ли трубно-профильный лазер или задача решается плоским станком.
Чем точнее техническое задание — тем быстрее расчёт и тем меньше риск неприятных сюрпризов. Это справедливо для любого вида металлообработки, и лазерная резка алюминиевого профиля — не исключение. Производство работает с данными, а не с предположениями.
Что в итоге
Лазер и алюминиевый профиль — совместимы, но не безоговорочно. Плоский лазерный комплекс справится с простыми операциями на открытых профилях. Сложная обработка замкнутых профилей — труб, прямоугольных секций — требует трубно-профильного станка. Если его нет у исполнителя, задача решается комбинацией методов или смежным оборудованием. Знание этих нюансов экономит и деньги, и время — особенно когда речь идёт о серийных деталях или ответственных конструкциях.
Источники: справочник «Металловедение и термическая обработка» (Лахтин Ю.М., Леонтьева В.П.); технические документации TRUMPF GmbH; BLM Group (blmgroup.com); открытые данные по параметрам волоконных лазеров производителей IPG Photonics и Raycus.
Как вам статья?

Похожие записи:
 SEO для платформ с личным кабинетом: как сделать закрытый портал видимым
SEO для платформ с личным кабинетом: как сделать закрытый портал видимым  Аренда и лизинг профессионального прачечного оборудования: преимущества и подводные камни
Аренда и лизинг профессионального прачечного оборудования: преимущества и подводные камни  Психология строительной бригады: как превратить хаос в команду мечты
Психология строительной бригады: как превратить хаос в команду мечты  Не редизайн, а переосмысление: современный взгляд на корпоративный брендинг
Не редизайн, а переосмысление: современный взгляд на корпоративный брендинг Материал подготовлен редакцией сайта diwis.ru